Правильные методы сварки для применений фланца DN32 304 20592PL
2025-12-02 13:26:56
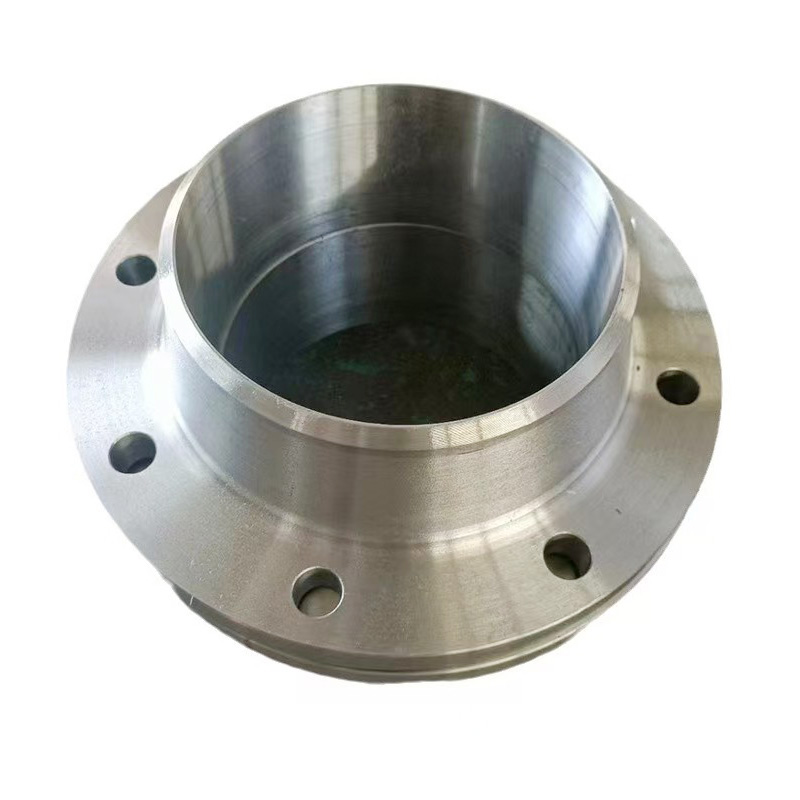
Достижение прочной сварки на пластинном сварковом фланце, используемом в трубопроводах DN32 из нержавеющей стали 304, требует чего-то большего, чем базовая техника - она зависит от точной подготовки, контролируемого теплового ввода и метода сварки, подходящего к характеристикам материала. Конструкция фланца 20592PL широко применяется в трубопроводах под давлением, химических системах, установках пищевого класса и общих промышленных сетях. Поскольку эти условия требуют превосходной коррозионной стойкости и конструктивной целостности, процесс сварки должен соответствовать строгим стандартам.
Независимо от того, являетесь ли вы установщиком на местах или производителем, управляющим производством для массового поставки, последовательный, оптимизированный метод сварки гарантирует, что каждое фланцевое соединение обеспечивает долгосрочную производительность и безопасность.


1. Понимание характеристик 304 нержавеющей стали
304 нержавеющая сталь оценивается для:
· Сильная коррозионная стойкость
· Хорошая гибкость
· Широкая сваряемость
· Стабильность при различных температурах
Однако, когда он сваряется с пластинным сварным фланцем, он становится чувствительным к:
· Тепловое искажение
· Загрязнения, введенные во время сварки
· Карбидные осадки вдоль зоны, затронутой теплом
Эти факторы делают точные методы сварки необходимыми для применения DN32.
2. Подготовка фланца 20592PL и трубного соединения
Чистые поверхности не подлежат переговорам
Перед сваркой фланцевый узел и конец трубы должны быть тщательно очищены. Любой из следующих способен ослабить сварку:
· Масленная пленка
· Остаточная резающая жидкость
· Окисление
· Металлическая пыль
Для предотвращения загрязнения частицами углеродной стали следует использовать только щетку из нержавеющей стали.
Проверьте совместную установку
Правильное позиционирование имеет решающее значение для размеров DN32. Лицо фланца должно оставаться совершенно квадратным к центровой линии трубы. Одномерный разрыв вокруг окружности обеспечивает равномерное проникновение и минимизирует напряжение после охлаждения.
3. Выбор соответствующего процесса сварки
Для соединений DN32 фланца из нержавеющей стали 304 20592PL возможно несколько процессов сварки, но не все обеспечивают одинаковую точность.
Газовая дуговая сварка вольфрама (TIG / GTAW) - лучшая точность
Сварка TIG является предпочтительным методом из-за его:
· Чистая, контролируемая дуга
· Низкий брызгы
· Высококачественное коренное образование
Наполнитель, такой как ER308L, обеспечивает металлургическую совместимость с нержавеющей сталью 304.
Газометаллическая дуговая сварка (MIG/GMAW) – высокая производительность
Сварка MIG эффективна в мастерских или производственных условиях, особенно когда требуется более быстрая пропускная способность. Однако стабильность экранирующего газа и контроль дуги должны поддерживаться, чтобы избежать окисления.
Защитенная металлическая дуговая сварка (SMAW) - практическая в полевых условиях
SMAW может использоваться на открытом воздухе или в ограниченных пространствах, но требует умелой обработки электродов, чтобы избежать шлака или пористости.
Для меньших фланцев, таких как DN32, сварка TIG обычно обеспечивает самую высокую консистенцию и выносливость.
4. Управление тепловым вводом для предотвращения искажений
Контроль тепла является одним из наиболее важных аспектов сварки нержавеющей стали.
Держите ввод тепла умеренным
Перегрев может вызвать:
·Выкидывание
· Потеря коррозионной устойчивости
· Грубые сварные бисеры
· Сниженная сила
Используйте более короткие сварные проходы, позволяйте короткие интервалы охлаждения и поддерживайте стабильную мощность.
Используйте обратную очистку для внутренней защиты
Подача аргона во внутреннюю часть трубы:
· Предотвращает окисление корневого бисера
· Поддерживает гладкий внутренний профиль сварки
· Улучшает чистоту для санитарных или химических приложений
Это очень рекомендуется для систем, требующих высокого уровня коррозионной устойчивости.
5. Материал наполнителя и соображения по защитному газу
Высококачественная сварка зависит от совместимых наполнительных сплавов и правильной защитной атмосферы.
Рекомендуемые наполнительные металлы
· ER308L для TIG
· 308L провода для MIG
· Электроды 308L-16 для SMAW
Эти наполнители уменьшают осадки карбида и сохраняют долгосрочную коррозионную устойчивость.
Газ защиты
Аргон является стандартом для TIG и MIG. Повышенная чистота аргона повышает гладкость и стабильность бисера.
6. Поэтапная последовательность сварки для фланцев DN32
Ниже приведена надежная последовательность сварки для установок фланцевых сварки пластин 304 20592PL:
1. Применить сварки Tack
Три или четыре равномерно размещенные клепкие свары поддерживают квадрат фланца и поддерживают выравнивание.
2. Выполните корневый проход
Используйте контролируемое тепло и постоянную скорость движения. TIG идеально подходит для полного проникновения и гладкого внутреннего бисера.
3. Добавить Hot Pass
Немного более высокая мощность обеспечивает полное слияние и устраняет любые незначительные прерывания, оставшиеся после корневого прохода.
4. Заполнить и закрыть слои
Нанесите наполнитель равномерно вокруг окружности. Кропка должна быть слегка выпуклой и свободной от подреза.
5. Прохладно естественно
Принудительное охлаждение может создать термический удар и привести к микротреселинам.
7. Обработка после сварки для восстановления качества поверхности
Нержавеющая сталь требует отделки поверхности, чтобы восстановить свою коррозионную устойчивость после сварки.
Маринование и пассивирование
Химическая обработка удаляет тепловой оттенок и восстанавливает защитный слой оксида, богатого хромом.
Факультативная механическая полировка
Для гигиенических условий - пищевой промышленности или фармацевтической промышленности - более гладкие сварные поверхности снижают риск загрязнения.
8. Инспекция и проверка перед обслуживанием
Прежде чем фланца вступит в эксплуатацию, сварка должна пройти проверки, такие как:
· Визуальный осмотр пор, трещин или подрезания
· Испытание проникновения красителя на дефекты поверхности
· Испытание давления для подтверждения утечки
· Проверка размеров для обеспечения правильного выравнивания
Эти шаги обеспечивают, чтобы каждый фланц для сварки пластин, независимо от того, производится ли он индивидуально или в рамках массового поставки, соответствовал целевым показателям производительности и безопасности.
Вывод: Надежная сварка обеспечивает долгосрочную долговечность фланца
Пластинный сварочный фланц, установленный на трубопроводы DN32 304 20592PL, обеспечивает долговременную и безопасную работу только при соблюдении надлежащих процедур сварки. От подготовки материала до управления теплом, выбора наполнителя и отделки каждый этап влияет на прочность и коррозионную устойчивость окончательного соединения. Независимо от того, работаете ли вы на месте или в качестве производителя, занимающегося систематическим производством, правильный метод сварки обеспечивает последовательное качество, надежное уплотнение и долгосрочную конструктивную целостность в промышленных условиях.
Ссылки
GB/T 7714: Lippold J C, Kotecki D J. Металлургия сварки и сварка нержавеющих сталей [M]. 2005.
MLA: Lippold, John C. и Damian J. Kotecki. Металлургия сварки и сварка нержавеющей стали. 2005.
АПА: Lippold, J. C., & Kotecki, D. J. (2005). Металлургия сварки и сварка нержавеющей стали (стр. 376).
AWeld Neck Flange (WN Flange) - это тип фланца трубопровода, пред...

Разъемные фитинги являются важными компонентами т...

Сварочное кольцо является обычно используемым мет...

Сварочное кольцо - это трубопроводная фитинга, исп...