Руководство по промышленному обслуживанию: обеспечение долговечности фланца DN25*PN6 304 20592PL
2025-10-18 17:09:16
Поддержание прочности вашего фланца сварки пластины
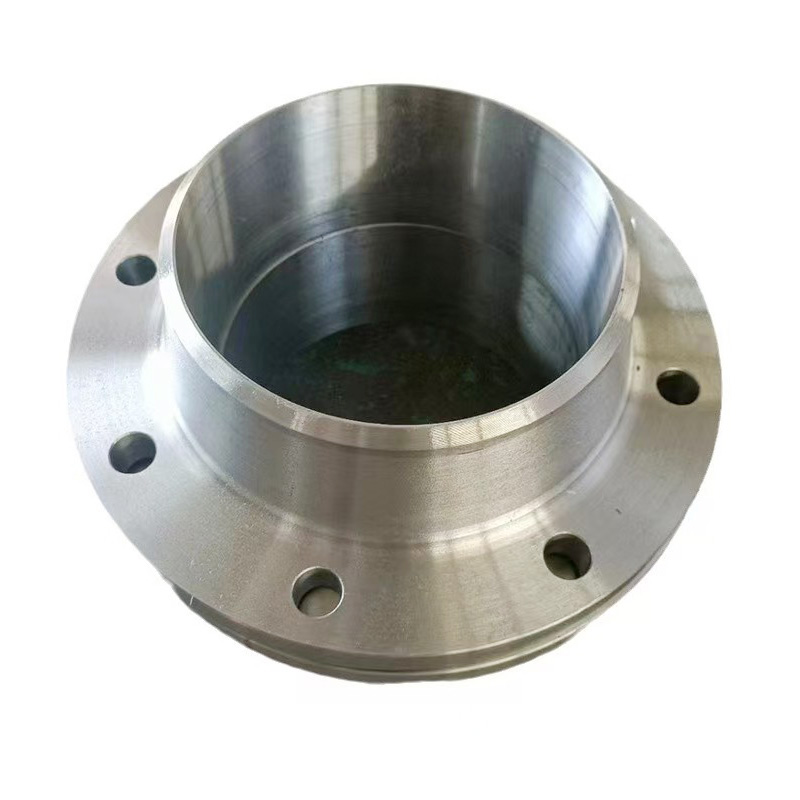
Каждая промышленная трубопроводная система зависит от прочности и точности ее соединительных компонентов. Среди них пластинный сварочный фланц выделяется своей способностью обеспечивать плотное, прочное уплотнение в различных условиях.


Фланца DN25 * PN6 304 20592PL является общим выбором для операций под умеренным давлением, прочности балансирования, сваряемости и коррозионной стойкости. Однако даже лучшие материалы требуют постоянного внимания. Без регулярного обслуживания коррозия, вибрация или неправильный крутящий момент могут снизить эффективность и вызвать сбои системы.
В этой статье рассматривается, как сохранить работу вашего пластинного сварочного фланца 304 20592PL, как новый, с практическими стратегиями обслуживания, которые продляют его эксплуатационный срок и обеспечивают последовательную надежность системы.
1. Важность знать ваш фланц 304 20592PL
Термин 20592PL обозначает сварочный фланц типа плоской пластины, изготовленный в соответствии со стандартом DIN EN 1092-1. С номинальным диаметром (DN25) и номинальным давлением (PN6) этот фланц подходит для систем умеренной жидкости, таких как HVAC, химические трубопроводы и распределение воды.
Составленный из нержавеющей стали 304, он имеет оптимальную смесь хрома и никеля для устойчивости к окислению, ржави и легкой кислотной атаке. При правильном обслуживании эти фланцы могут длиться десятилетия, даже в требовательных условиях.
Многие производители, базирующиеся в Китае, обеспечивают поставку сварочных фланцев, обеспечивающих стабильное качество и настройку для различных промышленных приложений.
2. Установление рутинного обслуживания
Структурированный план обслуживания является основой долговечной трубопроводной системы. В идеале фланцы должны проверяться по крайней мере каждые несколько месяцев, в зависимости от условий обслуживания, таких как температура, давление и воздействие коррозионных сред.
К числу основных направлений инспекции относятся:
· Сварные швы: ищите трещины или нерегулярные узоры бисера.
· Поверхностная отделка: проверьте на ржавые пятна, масштабирование или питинг.
· Поверхность уплотнения: проверьте остатки или деформацию.
· Болты и гайки: подтверждают равный крутящий момент и отсутствие коррозии.
· Выровнение: обеспечить, чтобы фланцевые лица оставались параллельными для равномерного герметического давления.
Регулярное наблюдение помогает обнаружить ранние сигналы предупреждения и уменьшает необходимость в аварийных простоях.
3. Процедуры очистки для сохранения целостности поверхности
Хотя 304 нержавеющая сталь сопротивляется коррозии, загрязнение хлоридом, маслом или влагой все еще может повредить его пассивный слой. Чистка помогает сохранить его самозаживляющуюся оксидную пленку и общий внешний вид.
Рекомендуемые шаги для эффективной очистки:
1. Промыть фланц теплой водой, чтобы удалить свободную грязь и мусор.
2.Нанесите нейтральное моющее средство или безопасное чистильное средство из нержавеющей стали.
3.Для легкой ржавчины, используйте мягкую нейлоновую щетку или обработку пассивации.
4.Помыть тщательно деионизированной водой и сушить полностью.
5.Опционально нанесите тонкую пленку антикоррозионного соединения или защитного воска.
Многие китайские производители предлагают услуги пассивирования поверхности и полировки для восстановления коррозионостойкого слоя фланца сварки пластины, обеспечивая долговременную стабильность в влажных или богатых химическими веществами средах.
4. Управление уплотнениями и креплениями
Целостность фланцевого соединения в значительной степени зависит от правильного затяжения болта и состояния уплотнения. Даже высококачественные фланцы могут утечь, если напряжение неравномерно или уплотнения ухудшаются.
Наилучшая практика включает:
· Затяжите болты в перекрестной последовательности для равномерного распределения напряжения.
· Используйте значения крутящего момента, рекомендованные для конкретного класса и размера болта.
· Заменяйте уплотнения каждый раз, когда фланц демонтируется.
· Выберите материалы уплотнения, подходящие для транспортируемой среды (например, ПТФЭ для химических веществ, резина для воды).
Избегайте чрезмерного затяжения; чрезмерное сжатие может исказить лицо фланца или повредить герметическую поверхность.
5. Меры по безопасному обращению и хранению
Неправильное хранение может привести к преждевременной коррозии или деформации даже до установки.
· Держите фланц сварки пластины в сухом, покрытом пространстве с адекватной вентиляцией.
· Используйте влагостойкую упаковку, такую как пластиковая пленка или коррозионно-ингибирующая бумага.
· Храните фланцы горизонтально с дистанциерами для предотвращения царапин.
· Управляйте осторожно, чтобы избежать падения или изгибания краев фланца.
Автономные китайские поставщики, которые обеспечивают партийное производство и экспорт пластинных сварочных фланцев, обычно соблюдают строгие протоколы обращения для поддержания качества поверхности во время доставки.
6. Частые ошибки обслуживания, чтобы избежать
Несмотря на хорошие намерения, общие упущения по обслуживанию могут сократить срок службы нержавеющих фланцев. Избегайте этих ловушек:
· Пренебрежение проверками крутящего момента: Свободные болты часто приводят к постепенной утечке.
· Использование абразивных инструментов: жесткие щетки или углеродные стальные инструменты могут встраивать частицы, которые вызывают гальваническую коррозию.
· Пропуск сушки поверхности: Остаточная влага ускоряет окисление в районах с высокой влажностью.
· Игнорирование совместимости уплотнения: неправильные материалы уплотнения могут химически реагировать с процессной жидкостью.
· Неквалифицированный ремонт сварки: только сертифицированные сварки должны выполнять модификации фланцев на месте.
Внимание к деталям предотвращает дорогостоящие сбои системы и простои.
7. Показатели замены
Никакой компонент не сохраняется бессрочно. Знание того, когда заменить фланц, может предотвратить большие эксплуатационные риски. Замена должна рассматриваться, когда:
· Дефекты сварки превышают глубину 2 мм.
· Коррозия удалила более 0,5 мм толщины поверхности.
· Лицо уплотнения неравномерно или глубоко прощеплено.
· Болтовые отверстия удлинены или трещины.
Ведение записей о датах инспекции, измерениях крутящего момента и циклах замены создает прочную историю технического обслуживания и обеспечивает соблюдение аудитов безопасности.
8. Продление срока службы посредством последовательного ухода
Помимо чистки и инспекций, активные меры могут повысить долгосрочную надежность:
· Проведение испытаний давления после крупных работ по обслуживанию.
· Нанесите защитные покрытия в коррозионных условиях.
· Изолировать открытые фланцы для уменьшения колебаний температуры.
· План ежегодного ультразвукового испытания для проверки качества сварки.
Благодаря дисциплинированному обслуживанию и надлежащему снабжению, ваша сеть фланцев для сварки пластин может поддерживать оптимальную производительность в течение многих лет, минимизируя системные риски и эксплуатационные затраты.
Вывод: Устойчивая производительность благодаря профилактическому обслуживанию
Хорошо обслуживаемый фланц DN25*PN6 304 20592PL обеспечивает безопасную, эффективную и свободную от утечки работу трубопровода. Регулярные проверки, надлежащая чистка и управление крутящим моментом являются основой эффективного промышленного обслуживания.
Выбор продукции от надежных китайских производителей с возможностями поставки фланцев для сварки пластин гарантирует как качественную последовательность, так и экономичную эксплуатацию.
В конечном счете, надежность любой промышленной системы зависит не только от качества материала, но и от последовательного ухода и точного обслуживания каждого фланца для сварки пластин, которые поддерживают беспрепятственную работу всей системы.
Ссылки
GB/T 7714: Łyczkowska-Widłak E, Lochyński P, Nawrat G. Электрохимическая полировка аустенитной нержавеющей стали [J]. Материалы, 2020, 13(11): 2557.
Депутаты: Łyczkowska-Widłak, Edyta, Paweł Lochyński и Ginter Nawrat. " Электрохимическая полировка аустенитной нержавеющей стали. " Материалы 13.11 (2020): 2557.
АПА: Łyczkowska-Widłak, E., Lochyński, P., & Nawrat, G. (2020). Электрохимическая полировка аустенитной нержавеющей стали. Материалы, 13(11), 2557.
AWeld Neck Flange (WN Flange) - это тип фланца трубопровода, пред...

Разъемные фитинги являются важными компонентами т...

Сварочное кольцо является обычно используемым мет...

Сварочное кольцо - это трубопроводная фитинга, исп...