Методы сварки для установки фланца сварки
2025-11-16 15:47:35
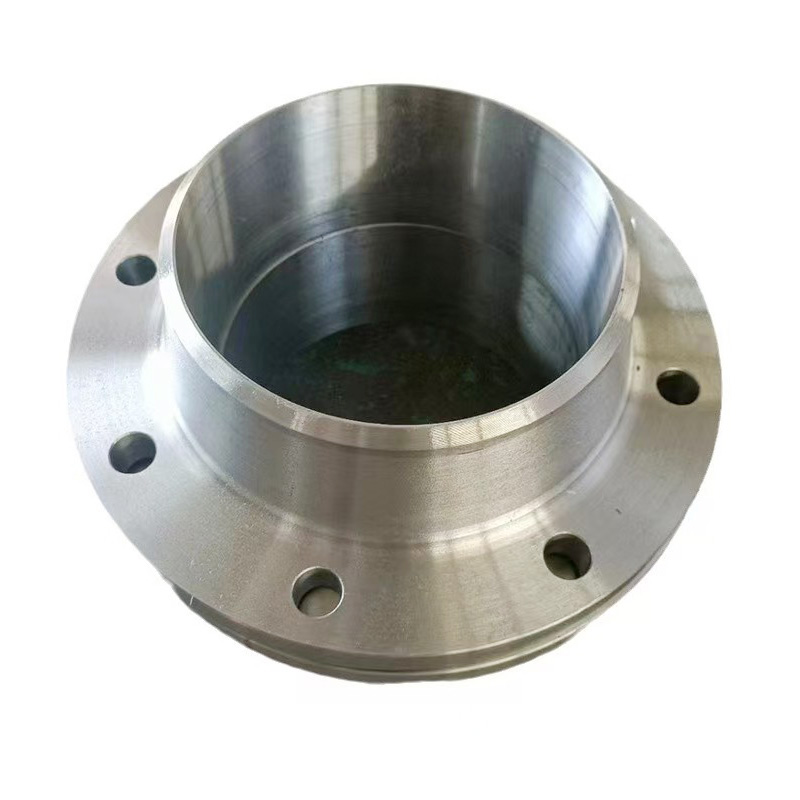
Критическая роль сварки в соединениях фланцев сварки
Среди всех типов промышленных фланцев сварный фланц выделяется своей прочностью и долговечностью, особенно в высокодавлении и высокотемпературных приложениях. Его коничная конструкция шеи распределяет механическое напряжение более равномерно и обеспечивает прямое соединение с опорной сваркой к трубе. Но производительность этого фланца в значительной степени зависит от одного важного фактора - того, насколько хорошо он сварен.
Даже высококачественный фланц сварки, поставленный специализированным производителем с надежными производственными процессами, может потерпеть неудачу преждевременно, если сварка плохо выполнена. Правильная сварка обеспечивает целостность конструкции, работу без утечки и соответствие стандартам трубопровода, таким как ASME, EN и ISO.
В этом руководстве объясняются основные методы сварки, необходимые для обеспечения безопасной и долговечной установки.
Почему сварка напрямую влияет на надежность фланца сварки
Геометрия фланца сварной шеи преднамерена:
· коничный узел уменьшает концентрации напряжения,
· длинная шея предлагает плавный переход для потока,
· и соединение с опорной сваркой позволяет связывать высокой прочностью.
Однако, если сварка неправильно выравнивается, загрязнена, перегревается или неполная, система может страдать от:
· внутренняя турбулентность,
· потеря сдерживания давления,
· трещина на сварном шве,
· точки начала коррозии,
· или полный совместный сбой.
Вот почему необходимы опытные сварщики и надлежащие процедуры сварки.
Шаги подготовки до сварки
1. Подтвердите точность изготовления фланца
Сварочный фланц, изготовленный надежным производителем, обычно имеет лучшую стабильность размеров, точную выравнивание отверстий и последовательные углы скоса - факторы, которые непосредственно влияют на качество сварки. Перед началом проверьте фланц на:
· плоскость,
· единообразная геометрия скоса,
· гладкая поверхность хаба,
· и отсутствие дефектов.
2. Подготовьте и проверите скос
Стандартный угол скоса для сварки сварной шеи составляет 37,5°. Убедитесь, что скос чист, нержавеет и соответствует подготовке трубы.
3. Очистите конец трубы
Эффективная сварка требует поверхности без загрязнения. Удалить:
· нефть,
· краска,
· масштаб,
· влажность,
· или металлические буры.
4. Достигнуть точного выравнивания
Неправильное выравнивание увеличивает риск дефектов сварки. Используйте зажимы, инструменты выравнивания и клейковые сварки для поддержания прямого и центрированного соединения.
Рекомендуемые методы сварки для установки фланца сварки
Могут применяться различные процессы сварки в зависимости от материала трубопровода и условий обслуживания. Ниже приводятся обычно используемые методы в промышленных установках.
1. Сварка TIG (GTAW)
Сварка TIG является предпочтительным методом для корневых проходов из-за своей точности и чистых характеристик дуги.
Преимущества:
· гладкий, контролируемый сварный бассейн
· минимальное распыление
· идеально подходит для нержавеющей стали, сплавной стали и тонкостенных труб
Типичные приложения:
· линии жидкости высокой чистоты
· высокотемпературное обслуживание
· химические и пищевые системы
2. Сварка палкой (SMAW)
Широко используемый метод для углеродных сталей и труб средней и тяжелой стены.
Преимущества:
· надежный в наружной среде
· сильное проникновение
· подходит для более толстых материалов
Общие приложения:
· энергетические и электропроводы
· системы нефтеперерабатывающих заводов
· общие промышленные сети
3. Сварка MIG (GMAW)
Часто выбирается для заполнения проходов или больших объемных работ.
Преимущества:
· быстрее, чем TIG и SMAW
· эффективный уровень отложения
· стабильные характеристики дуги
Идеально подходит для:
· Производственные среды
· стандартные трубопроводы давления
· производственные мастерские
4. Сварка потокового ядра (FCAW)
Этот метод выгоден для сварки более толстых секций, где требуется глубокое проникновение.
Преимущества:
· высокий уровень осаждения
· подходит для сварки на поле
· отличная механическая прочность
Типичные применения:
· Структурные трубопроводы
· оффшорные и строительные проекты
· тяжелые промышленные установки
Поэтапный процесс сварки для сварного фланца шеи
Шаг 1: Корневый проход
Достигнуть полного проникновения с помощью TIG или SMAW для обеспечения твердой основы для последующих слоев.
Шаг 2: Горячий проход
Удаляет шлак и усиливает слияние между трубой и фланцем.
Шаг 3: Заполните проходы
Несколько слоев создают объем сварки, минимизируя внутренние дефекты.
Шаг 4: Переход капачки
Создает равномерный внешний слой, который уплотняет сварку и улучшает внешний вид.
Шаг 5: Неразрушительное испытание (NDT)
Проверка обеспечивает соответствие стандартным требованиям качества и включает в себя:
· визуальная инспекция,
· ультразвуковое испытание,
· рентгенографическое исследование,
· магнитное или красочное проникновение испытания.
Правильный осмотр имеет жизненно важное значение для безопасности, особенно когда фланца работает в условиях высокого давления или высокой температуры.
Избегать общих дефектов сварки
Трещины
Часто вызваны высоким тепловым вводом или плохим выбором наполнителя. Предотвращение: Используйте совместимые наполнительные материалы и контролируемое тепло.
Пористость
Причиной является захваченный газ от загрязнения. Предотвращение: тщательно очистить поверхности перед сваркой.
Отсутствие проникновения
Значительно ослабляет сустав. Предотвращение: Регулируйте параметры сварки и обеспечите правильный угол скоса.
Подрезание
Происходит, когда сварный бассейн эрозирует основной металл. Предотвращение: Умеренная скорость путешествия и поддержание правильного напряжения / ампеража.
Выбор фланца для сварки шеи от надежного производителя со стабильными производственными стандартами минимизирует риск несовместимости сварки, плохих условий поверхности или проблем с размерами.
Процедуры после сварки
1. Совместная отделка
Маление или разгладка устраняет небольшие нерегулярности поверхности и улучшает производительность покрытия.
2. Тепловая обработка (когда требуется)
Сплавная сталь или линии высокого давления могут потребовать тепловой обработки для ослабления напряжения.
3. Окончательное испытание давления
Гидростатические или пневматические испытания проверяют герметические характеристики и конструктивную целостность.
Вывод
Установка фланца для сварки требует больше, чем просто соединения металлических деталей - это требует точной подготовки, соответствующих методов сварки и тщательного проверки после сварки. Используя проверенные методы сварки и обеспечивая правильное выравнивание, сварщики могут создать прочное, свободное от утечки соединение, которое надежно работает при давлении и экстремальных температурах. Выбор сварных фланцев, поставляемых опытным производителем с сильными производственными возможностями, обеспечивает последовательное качество материала, точную обработку и готовые к сварке поверхности, что приводит к более безопасной и эффективной системе трубопроводов.
Ссылки
GB/T 7714: Lippold J C, Kotecki D J. Металлургия сварки и сварка нержавеющих сталей [M]. 2005.
MLA: Lippold, John C. и Damian J. Kotecki. Сварка металлургия и сварка
АПА: Lippold, J. C., & Kotecki, D. J. (2005). Металлургия сварки и сварка нержавеющей стали (стр. 376).
AWeld Neck Flange (WN Flange) - это тип фланца трубопровода, пред...

Разъемные фитинги являются важными компонентами т...

Сварочное кольцо является обычно используемым мет...

Сварочное кольцо - это трубопроводная фитинга, исп...