304 20592PL法兰DN32应用的正确焊接方法
2025-12-02 13:26:56
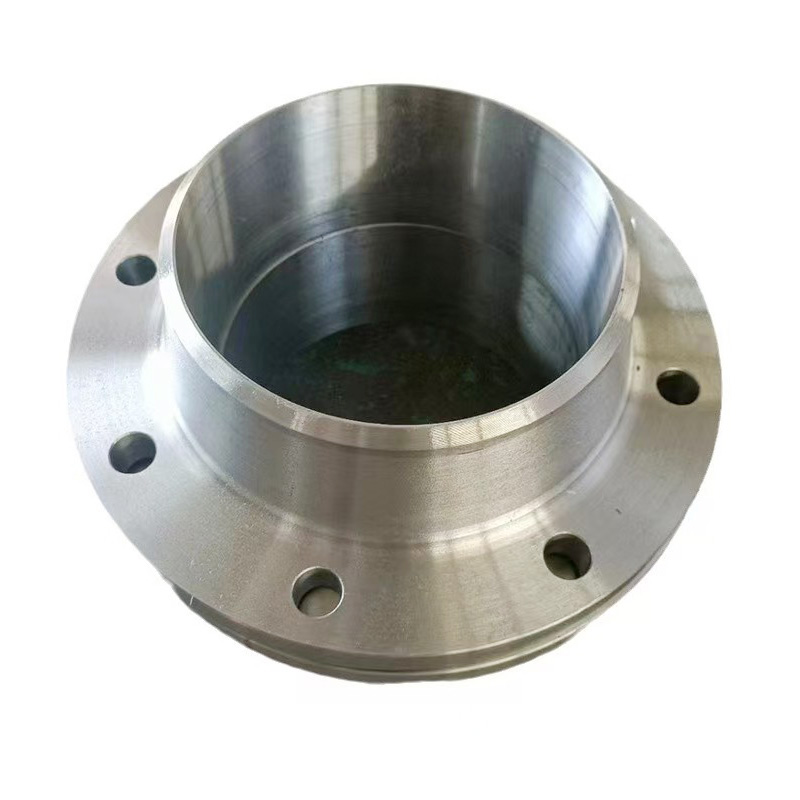
在304不锈钢DN32管道中使用的板焊法兰上实现焊接需要的不仅仅是基本技术,它还依赖于的准备、受控的热量输入和适合材料特性的焊接方法。20592PL法兰设计广泛应用于压力管道、化学系统、装置和一般工业网络。由于这些环境要求优异的蚀性和结构完整性,焊接工艺符合严格的标准。
无论您是现场安装人员还是管理批量供应生产的制造商,遵循一致、优化的焊接方法都能每个法兰连接都能提供长期性能和性。


1.了解304不锈钢的特点
304不锈钢的价值如下:
·蚀性强
·延展性好
·可焊性广
·不同温度下的稳定性
然而,当它被焊接到板焊接法兰上时,它会对以下情况变得敏感:
·热变形
·焊接过程中引入的污染物
·沿热影响区碳化物沉淀
这些因素使得的焊接方法对于DN32应用至关重要。
2.准备20592PL法兰和管接头
清洁表面是不可协商的
焊接前,法兰轮毂和管端清洁。以下任何一种情况都会削弱焊缝:
·油膜
·残留切削液
·氧化
·金属粉尘
应使用不锈钢的刷子,以防止碳钢颗粒污染。
检查接头装配
正确定位对于DN32尺寸至关重要。法兰面与管道中心线垂直。圆周周围均匀的间隙了均匀的渗透,并大限度地减少了冷却后的应力。
3.选择合适的焊接工艺
对于304不锈钢20592PL法兰DN32接头,可以采用多种焊接工艺,但并非所有焊接工艺都能达到相同的精度。
钨极气体保护焊(TIG/GTAW)-佳精度
TIG焊接是方法,因为它:
·清洁、可控电弧
·低飞溅
·根系形成
ER308L等填料可与304不锈钢的冶金兼容性。
气体保护金属极电弧焊(MIG/GMAW)-高生产率
MIG焊接在车间或生产环境中是的,特别是在需要快吞吐量的情况下。然而,保持保护气体的稳定性和电弧控制,以避免氧化。
屏蔽金属电弧焊(SMAW)——现场实用
手工电弧焊可在室外或密闭空间使用,但需要熟练的电极处理,以避免夹渣或气孔。
对于DN32等较小的法兰,TIG焊接通常具有高的一致性和性。
4.管理热量输入以防止变形
热控制是不锈钢焊接重要的方面之一。
保持热量输入适中
过热可能导致:
·翘曲
·蚀性丧失
·粗糙焊道
·强度降低
使用较短的焊道,允许短暂的冷却间隔,并保持稳定的电流强度。
使用反吹进行内部保护
将氩气送入管道内部:
·防止根部焊道氧化
·支持平滑的内部焊接轮廓
·提高卫生或化学应用的清洁度
对于需要蚀性的系统,强烈建议这样做。
5.填充材料和保护气体注意事项
的焊接取决于兼容的填充合金和合适的屏蔽气氛。
推荐的填充金属
·ER308L用于TIG焊接
·308L MIG焊丝
·308L-16手工电弧焊电极
这些填料可以减少碳化物沉淀,并保持长期的蚀性。
保护气体
氩是TIG和MIG的标准。提高氩气纯度可提高焊道的光滑度和稳定性。
6.DN32法兰分步焊接顺序
以下是304 20592PL板焊法兰安装的焊接顺序:
1.应用定位焊
三到四个均匀间隔的定位焊缝使法兰保持方形并保持对齐。
2.执行根通道
使用受控的热量和一致的行驶速度。TIG是实现全熔透和光滑内部焊道的理想选择。
3.添加热通行证
稍高的电流可熔合,并根部焊道后留下的任何微小不连续性。
4.填充层和盖层
在圆周上均匀涂抹填充剂。盖子应略微凸起,无底切。
5.自然凉爽
强制冷却会产生热冲击并导致微裂纹。
7.焊后处理以恢复表面质量
不锈钢在焊接后需要表面处理以恢复其蚀性。
酸洗和钝化
化学处理可以去除热变色,恢复富铬氧化物保护层。
可选机械抛光
对于卫生环境——食品加工或药品——光滑的焊接表面可以降低污染风险。
8.使用前的检查和验证
在法兰投入使用之前,对焊缝进行检查,例如:
·目视检查是否有孔隙、裂纹或底切
·表面缺陷的染色渗透检测
·压力测试以确认密封性
·尺寸验证,以正确对齐
这些步骤每个板焊法兰(无论是单独生产还是作为批量供应的一部分)都能达到性能和目标。
结论:的焊接了法兰的长期性
安装在304 20592PL DN32管道上的板焊法兰只有在遵循适当的焊接程序时才能提供、的操作。从材料制备到热管理、填料选择和表面处理,每个阶段都会影响终接头的强度和蚀性。无论您是在现场工作还是作为处理系统生产的制造商,正确的焊接方法都能在工业环境中保持一致的质量、的密封和长期的结构完整性。
参考文献
GB/T 7714:Lippold J C,Kotecki D J.不锈钢的焊接冶金和可焊性[M]。 2005.
MLA:李波德、约翰·C和达米安·J·科特基。不锈钢的焊接冶金和可焊性。 2005.
APA:李波德,J.C;Kotecki,D.J.(2005)。不锈钢的焊接冶金和可焊性(第376页)。
焊接颈法兰(WN法兰)是一种管道法兰,设计用于焊接到管道或配件上,...

承插式管件是管道系统中的部件,旨在地连接、分支或改变管道的方向...

焊接环是管道连接或设备对接中常用的金属环部件,通过焊接连接,广...

焊接环是一种用于管道连接的管件。以下是其详细介绍:结构和特点。...