Correct Welding Methods for 304 20592PL Flange DN32 Applications
2025-12-02 13:26:56
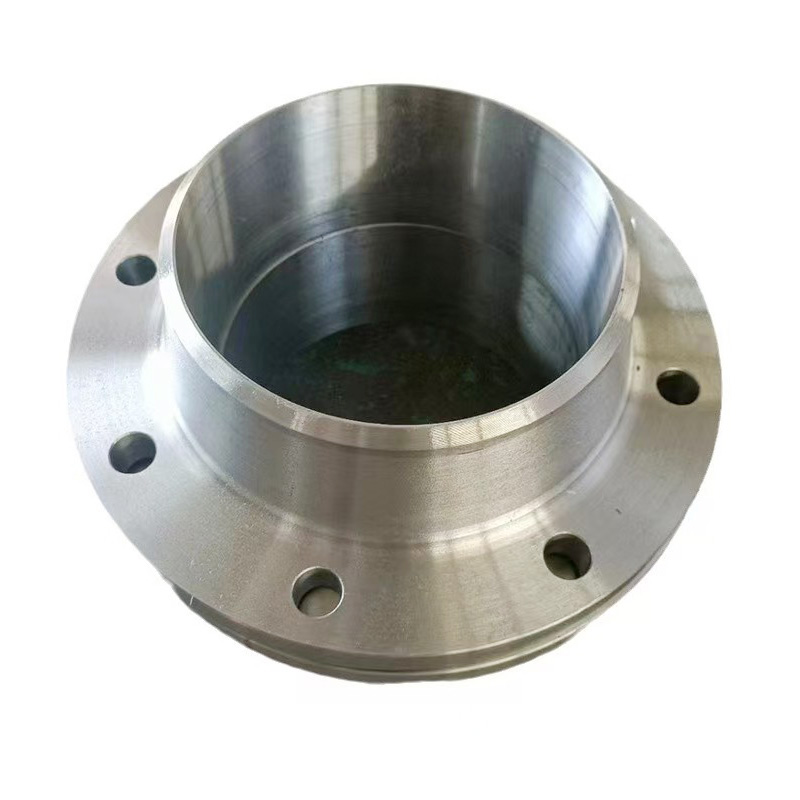
Achieving a durable weld on a Plate Welding Flange used in 304 stainless steel DN32 piping requires more than basic technique—it relies on precise preparation, controlled heat input, and a welding method suited to the material’s characteristics. The 20592PL flange design is widely applied in pressure pipelines, chemical systems, food-grade installations, and general industrial networks. Because these environments demand superior corrosion resistance and structural integrity, the welding process must meet strict standards.
Whether you’re a field installer or a manufacturer managing production for bulk supply, following a consistent, optimized welding method ensures that every flange connection delivers long-term performance and safety.


1. Understanding the Characteristics of 304 Stainless Steel
304 stainless steel is valued for:
·Strong corrosion resistance
·Good ductility
·Wide weldability
·Stability across different temperatures
However, when it is welded to a Plate Welding Flange, it becomes sensitive to:
·Heat distortion
·Contaminants introduced during welding
·Carbide precipitation along the heat-affected zone
These factors make precise welding methods essential for DN32 applications.
2. Preparing the 20592PL Flange and Pipe Joint
Clean Surfaces Are Non-Negotiable
Before welding, the flange hub and pipe end must be thoroughly cleaned. Any of the following can weaken the weld:
·Oil film
·Residual cutting fluid
·Oxidation
·Metallic dust
A stainless-steel-only brush should be used to prevent contamination from carbon steel particles.
Check the Joint Fit-Up
Proper positioning is critical for DN32 dimensions. The flange face must remain perfectly square to the pipe’s centerline. A uniform gap around the circumference ensures even penetration and minimizes stress after cooling.
3. Selecting the Appropriate Welding Process
For 304 stainless steel 20592PL flange DN32 joints, several welding processes are possible, but not all deliver the same accuracy.
Gas Tungsten Arc Welding (TIG/GTAW) – Best Precision
TIG welding is the preferred method due to its:
·Clean, controlled arc
·Low spatter
·High-quality root formation
A filler like ER308L ensures metallurgical compatibility with 304 stainless steel.
Gas Metal Arc Welding (MIG/GMAW) – High Productivity
MIG welding is effective in workshop or production environments, especially when faster throughput is required. However, shielding gas stability and arc control must be maintained to avoid oxidation.
Shielded Metal Arc Welding (SMAW) – Practical in the Field
SMAW can be used outdoors or in confined spaces but demands skillful electrode handling to avoid slag inclusions or porosity.
For smaller flanges such as DN32, TIG welding usually delivers the highest consistency and endurance.
4. Managing Heat Input to Prevent Distortion
Heat control is one of the most important aspects of welding stainless steel.
Keep Heat Input Moderate
Overheating can cause:
·Warping
·Loss of corrosion resistance
·Rough weld beads
·Reduced strength
Use shorter weld passes, allow brief cooling intervals, and maintain stable amperage.
Use Back Purging for Internal Protection
Feeding argon into the pipe interior:
·Prevents oxidation of the root bead
·Supports a smooth internal weld profile
·Improves cleanliness for sanitary or chemical applications
This is highly recommended for systems requiring top-tier corrosion resistance.
5. Filler Material and Shielding Gas Considerations
A high-quality weld depends on compatible filler alloys and the right shielding atmosphere.
Recommended Filler Metals
·ER308L for TIG
·308L wire for MIG
·308L-16 electrodes for SMAW
These fillers reduce carbide precipitation and preserve long-term corrosion resistance.
Shielding Gas
Argon is standard for TIG and MIG. Increased argon purity enhances bead smoothness and stability.
6. Step-by-Step Welding Sequence for DN32 Flanges
Below is a reliable welding sequence for 304 20592PL Plate Welding Flange installations:
1. Apply Tack Welds
Three or four evenly spaced tack welds keep the flange square and maintain alignment.
2. Perform the Root Pass
Use controlled heat and consistent travel speed. TIG is ideal for full penetration and a smooth interior bead.
3. Add the Hot Pass
Slightly higher amperage ensures full fusion and removes any minor discontinuities left after the root pass.
4. Fill and Cap Layers
Apply filler evenly around the circumference. The cap should be slightly convex and free from undercut.
5. Cool Naturally
Forced cooling can create thermal shock and lead to micro-cracks.
7. Post-Weld Treatment to Restore Surface Quality
Stainless steel requires surface finishing to regain its corrosion resistance after welding.
Pickling and Passivation
Chemical treatment removes heat tint and restores the chromium-rich oxide protective layer.
Optional Mechanical Polishing
For hygienic environments—food processing or pharmaceuticals—smoother welded surfaces reduce contamination risks.
8. Inspection and Verification Before Service
Before the flange enters service, the weld must undergo checks such as:
·Visual inspection for pores, cracks, or undercut
·Dye penetrant testing for surface-level flaws
·Pressure testing to confirm leak-tightness
·Dimensional verification to ensure proper alignment
These steps ensure that each Plate Welding Flange—whether produced individually or as part of a bulk supply—meets performance and safety targets.
Conclusion: Reliable Welding Ensures Long-Term Flange Durability
A Plate Welding Flange installed on 304 20592PL DN32 piping offers long-lasting, safe operation only when proper welding procedures are followed. From material preparation to heat management, filler selection, and finishing, each stage influences the strength and corrosion resistance of the final joint. Whether you work onsite or as a manufacturer handling systematic production, the correct welding method ensures consistent quality, dependable sealing, and long-term structural integrity across industrial environments.
References
GB/T 7714:Lippold J C, Kotecki D J. Welding metallurgy and weldability of stainless steels[M]. 2005.
MLA:Lippold, John C., and Damian J. Kotecki. Welding metallurgy and weldability of stainless steels. 2005.
APA:Lippold, J. C., & Kotecki, D. J. (2005). Welding metallurgy and weldability of stainless steels (p. 376).
AWeld Neck Flange (WN Flange)is a type of piping flange designed to be welded to a pipe or ...

Socket fittings are essential components in piping systems, designed to connect, branch, or...

Welding ring is a commonly used metal ring component in pipeline connection or equipment do...

Welding ring is a pipe fitting used for pipeline connection. The following is its detailed ...