Hydrostatic Testing Standards for PN6 Rated Flanges
2025-11-15 15:31:30
Ensuring Safety in Low-Pressure Flange Systems
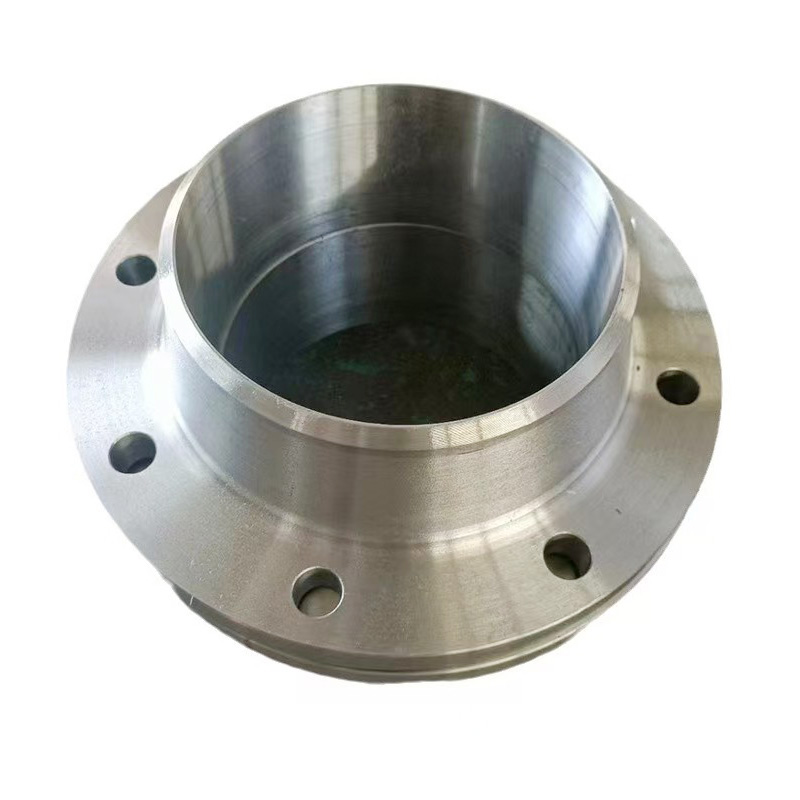
Although PN6 flanges are designed for low-pressure service, their performance still depends on proper verification through hydrostatic testing. A Plate Welding Flange must be able to withstand pressure beyond its normal operating limit to ensure pipeline safety, prevent early leakage, and avoid failures during system start-up. When these flanges come from a Manufacturer with genuine Production strength and strict in-house quality control, the results of hydrostatic testing are far more dependable.
Hydrostatic testing standards dictate how pressure must be applied, how long it should be maintained, and what criteria determine whether a flange is suitable for service. Understanding these procedures is essential for engineers, contractors, and maintenance teams working with PN6 systems.


What PN6 Means in Flange Pressure Ratings
A PN6 rating corresponds to a maximum working pressure of 6 bar (0.6 MPa). Flanges with this pressure class are commonly used in:
·Municipal water distribution
·Agricultural irrigation systems
·Low-pressure HVAC and chilled-water lines
·Ventilation or low-pressure gas pipelines
·Light industrial fluid transfer
Even though the pressure classification is moderate, uncontrolled pressure spikes or improper installation can still stress the flange significantly. This is why hydrostatic testing remains necessary—even for lower-rated Plate Welding Flanges.
Why Hydrostatic Testing Is Critical for Plate Welding Flanges
Hydrostatic testing places the flange under controlled, pressurized conditions to confirm that it can meet or exceed its design requirements. The test ensures:
·Complete leak tightness
·Stability of weld joints
·Material integrity under pressure
·Structural consistency and dimensional accuracy
·Reliable performance throughout the pipeline’s life cycle
For a Plate Welding Flange, the weld area is a key concern because it is the section most vulnerable to stress concentration. A properly tested flange reduces the risk of system failure, water loss, and costly downtime.
Hydrostatic Testing Standards Applied to PN6 Flanges
Hydrostatic testing for PN6 flanges generally follows requirements found in:
·EN 1092-1 (European flange standard)
·ISO 7005
·General principles from ASME piping codes
·Standard practices from pressure equipment directives
Test Pressure Requirements
Hydrostatic pressure is usually:
1.5 × the nominal pressure rating
→ 6 bar × 1.5 = 9 bar
Most testing facilities use 9–10 bar to verify PN6 flange performance.
Test Medium
Typical standards specify:
·Clean, fresh water
·Additional corrosion inhibitor if needed
·Stable temperature (typically between 5°C and 40°C)
Water is used because it is incompressible, safe, and provides reliable pressure readings.
Pressurization Steps
1.Fill the test chamber or pipeline with water.
2.Remove air pockets to ensure accurate stress distribution.
3.Increase pressure steadily.
4.Maintain pressure at the target level.
5.Inspect visually for leakage or deformation.
Holding Time
Standard holding duration:
·30 minutes minimum
·Up to 1 hour for thicker or large-diameter flanges
Pass/Fail Criteria
A Plate Welding Flange passes the hydrostatic test if:
·No visible leaks
·No permanent distortion
·No pressure reduction beyond allowable limits
·No weld cracking or surface instability
How A Qualified Manufacturer Enhances Test Reliability
A dependable Manufacturer with consistent Production capacity plays an essential role in meeting hydrostatic testing requirements. Their quality control processes influence the accuracy and safety of the final product.
1. Controlled Plate Sourcing
High-grade plate materials ensure consistent strength and uniformity.
2. Precision Cutting and Machining
The flange must maintain proper bore size and smooth sealing surfaces to withstand test pressure.
3. Professional Welding Procedures
Proper heat input and weld penetration prevent hidden weaknesses.
4. In-House Testing Facilities
Manufacturers with their own hydrostatic test stations can verify each batch individually.
5. Documented Production Records
Batch reports and certificates provide traceability for engineering projects.
6. Skilled Inspection Teams
Qualified technicians identify micro-defects before the flange reaches the job site.
Choosing flanges from such a Manufacturer ensures that each Plate Welding Flange can pass hydrostatic testing with stable, repeatable results.
Best Practices for Performing Hydrostatic Tests
To achieve accurate and safe testing outcomes, the following guidelines should be observed:
■ Use calibrated gauges and instruments
Uncalibrated equipment can produce misleading test results.
■ Increase pressure gradually
Sudden pressure spikes can damage the flange or compromise welds.
■ Stabilize the test environment
Temperature fluctuations can affect pressure readings.
■ Inspect welds before testing
Surface defects may worsen under pressure.
■ Maintain safety barriers
High-pressure water testing requires controlled surroundings to protect personnel.
■ Decompress slowly after testing
Rapid depressurization may cause reverse stress on the flange.
Following these steps enhances test validity and reduces the risk of safety incidents.
Typical Issues Detected During Hydrostatic Testing
Hydrostatic tests often reveal:
·Porous welds
·Insufficient weld fusion
·Plate material inconsistencies
·Minor cracks or stress lines near the weld
·Distorted sealing faces
·Bolt-hole misalignment
·Under-thickness caused by poor manufacturing
Working with a reliable Manufacturer greatly reduces these risks, as high-quality Production methods yield flanges with consistent, repeatable performance.
Conclusion
Hydrostatic testing is an indispensable verification step for PN6 Plate Welding Flanges, ensuring that they meet structural and sealing requirements before being installed in low-pressure piping systems. Even though PN6 flanges serve moderate-pressure applications, proper testing guarantees system safety, operational reliability, and compliance with engineering specifications. When these flanges are produced by a qualified Manufacturer with strong Production capacity and rigorous quality standards, they perform consistently well under pressure and maintain long-term durability in various fluid-handling environments.
References
GB/T 7714:Ahmed F, Hasan F, Ali L. Failure analysis of a high pressure butt-weld flange[J]. Pakistan Journal of Engineering and Applied Sciences, 2008.
MLA:Ahmed, F., F. Hasan, and L. Ali. "Failure analysis of a high pressure butt-weld flange." Pakistan Journal of Engineering and Applied Sciences (2008).
APA:Ahmed, F., Hasan, F., & Ali, L. (2008). Failure analysis of a high pressure butt-weld flange. Pakistan Journal of Engineering and Applied Sciences.
AWeld Neck Flange (WN Flange)is a type of piping flange designed to be welded to a pipe or ...

Socket fittings are essential components in piping systems, designed to connect, branch, or...

Welding ring is a commonly used metal ring component in pipeline connection or equipment do...

Welding ring is a pipe fitting used for pipeline connection. The following is its detailed ...