Welding Techniques for Weld Neck Flange Installation
2025-11-16 15:47:35
The Critical Role of Welding in Weld Neck Flange Connections
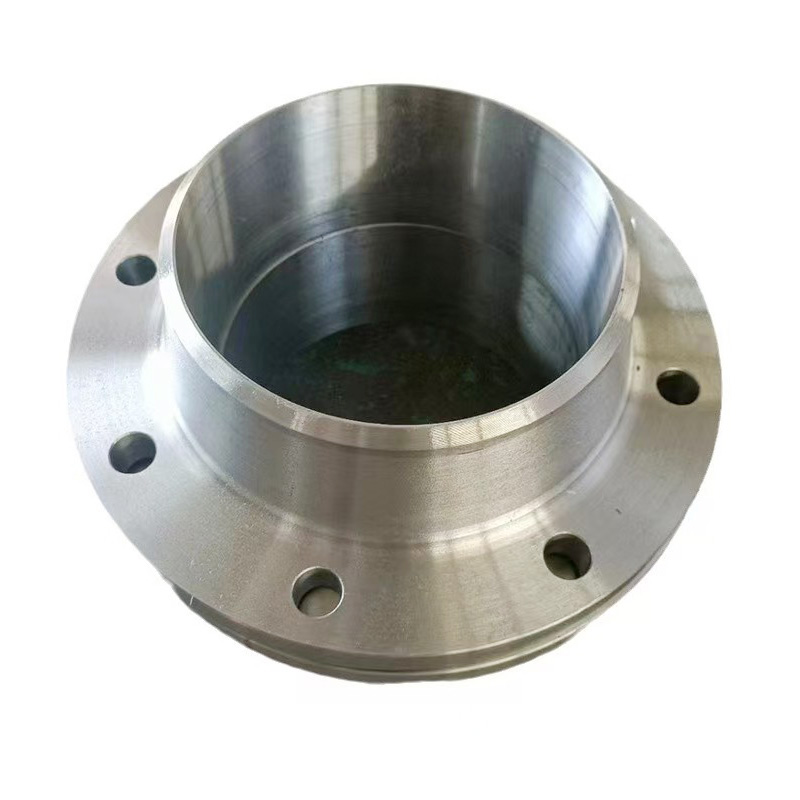
Among all industrial flange types, the Weld Neck Flange stands out for its strength and durability, particularly in high-pressure and high-temperature applications. Its tapered neck design spreads mechanical stress more evenly and provides a direct butt-weld connection to the pipe. But the performance of this flange depends heavily on one essential factor—how well it is welded.
Even a high-quality Weld Neck Flange supplied by a specialized Manufacturer with reliable Production processes can fail prematurely if the welding is poorly executed. Correct welding ensures structural integrity, leak-free operation, and compliance with piping standards such as ASME, EN, and ISO.
This guide explains the essential welding practices needed to achieve a safe, long-lasting installation.
Why Welding Directly Impacts Weld Neck Flange Reliability
The geometry of a Weld Neck Flange is intentional:
·the tapered hub reduces stress concentrations,
·the long neck offers smooth transition for flow,
·and the butt-weld joint enables high-strength bonding.
However, if the weld is misaligned, contaminated, overheated, or incomplete, the system may suffer from:
·internal turbulence,
·loss of pressure containment,
·cracking at the weld seam,
·corrosion initiation points,
·or complete joint failure.
This is why experienced welders and proper welding procedures are essential.
Pre-Welding Preparation Steps
1. Confirm Flange Manufacturing Accuracy
A Weld Neck Flange produced by a dependable Manufacturer typically has better dimensional stability, precise bore alignment, and consistent bevel angles—factors that directly influence welding quality. Before starting, check the flange for:
·flatness,
·uniform bevel geometry,
·smooth hub surface,
·and absence of defects.
2. Prepare and Inspect the Bevel
The standard bevel angle for butt-welding a Weld Neck Flange is 37.5°. Ensure that the bevel is clean, rust-free, and matches the pipe preparation.
3. Clean the Pipe End
Effective welding requires a contamination-free surface. Remove:
·oil,
·paint,
·scale,
·moisture,
·or metal burrs.
4. Achieve Accurate Alignment
Misalignment increases the risk of weld defects. Use clamps, alignment tools, and tack welds to maintain a straight and centered joint.
Recommended Welding Methods for Weld Neck Flange Installation
Different welding processes can be applied depending on the piping material and service conditions. The following are commonly used techniques in industrial installations.
1. TIG Welding (GTAW)
TIG welding is the preferred method for root passes due to its precision and clean arc characteristics.
Benefits:
·smooth, controlled weld pool
·minimal spatter
·ideal for stainless steel, alloy steel, and thin-wall pipes
Typical applications:
·high-purity fluid lines
·high-temperature service
·chemical and food processing systems
2. Stick Welding (SMAW)
A widely used method for carbon steels and medium- to heavy-wall pipes.
Benefits:
·reliable in outdoor environments
·strong penetration
·suitable for thicker materials
Common applications:
·energy and power pipelines
·refinery systems
·general industrial networks
3. MIG Welding (GMAW)
Often selected for fill passes or large-volume work.
Benefits:
·faster than TIG and SMAW
·efficient deposition rate
·stable arc characteristics
Ideal for:
·Production environments
·standard pressure pipelines
·fabrication workshops
4. Flux-Cored Welding (FCAW)
This method is advantageous for welding thicker sections where deep penetration is required.
Benefits:
·high deposition rate
·suitable for field welding
·excellent mechanical strength
Typical uses:
·structural piping
·offshore and construction projects
·heavy-duty industrial installations
Step-by-Step Welding Process for a Weld Neck Flange
Step 1: Root Pass
Achieve full penetration using TIG or SMAW to ensure a solid base for subsequent layers.
Step 2: Hot Pass
Removes slag and enhances fusion between the pipe and flange.
Step 3: Fill Passes
Multiple layers build the weld volume while minimizing internal defects.
Step 4: Cap Pass
Creates a uniform external layer that seals the weld and improves appearance.
Step 5: Non-Destructive Testing (NDT)
Verification ensures compliance with standard quality requirements and includes:
·visual inspection,
·ultrasonic testing,
·radiographic testing,
·magnetic or dye penetrant testing.
Proper inspection is vital for safety, especially when the flange operates under high-pressure or high-temperature conditions.
Avoiding Common Welding Defects
Cracks
Often caused by high heat input or poor filler selection.
Prevention: Use compatible filler materials and controlled heat.
Porosity
Caused by trapped gas from contamination.
Prevention: Clean surfaces thoroughly before welding.
Lack of Penetration
Weakens the joint significantly.
Prevention: Adjust welding parameters and ensure correct bevel angle.
Undercutting
Occurs when the weld pool erodes the base metal.
Prevention: Moderate travel speed and maintain proper voltage/amperage.
Selecting a Weld Neck Flange from a reliable Manufacturer with stable Production standards minimizes the risk of weld incompatibility, poor surface conditions, or dimensional issues.
Post-Weld Procedures
1. Joint Finishing
Grinding or smoothing eliminates small surface irregularities and improves coating performance.
2. Heat Treatment (When Required)
Alloy steel or high-pressure lines may require stress-relief heat treatment.
3. Final Pressure Testing
Hydrostatic or pneumatic tests verify sealing performance and structural integrity.
Conclusion
Installing a Weld Neck Flange requires more than simply joining metal parts—it demands precise preparation, appropriate welding methods, and thorough post-weld inspection. By using proven welding techniques and ensuring correct alignment, welders can create a durable, leak-free connection that performs reliably under pressure and extreme temperatures. Selecting Weld Neck Flanges supplied by an experienced Manufacturer with strong Production capabilities ensures consistent material quality, accurate machining, and weld-ready surfaces—resulting in a safer and more efficient piping system.
References
GB/T 7714:Lippold J C, Kotecki D J. Welding metallurgy and weldability of stainless steels[M]. 2005.
MLA:Lippold, John C., and Damian J. Kotecki. Welding metallurgy and weldab
APA:Lippold, J. C., & Kotecki, D. J. (2005). Welding metallurgy and weldability of stainless steels (p. 376).
AWeld Neck Flange (WN Flange)is a type of piping flange designed to be welded to a pipe or ...

Socket fittings are essential components in piping systems, designed to connect, branch, or...

Welding ring is a commonly used metal ring component in pipeline connection or equipment do...

Welding ring is a pipe fitting used for pipeline connection. The following is its detailed ...